
Rettifica tangenziale: tutto quello che c’è da sapere
Nell’ambito delle lavorazioni meccaniche la procedura cosiddetta di rettifica è tra le più diffuse e importanti. In questo caso abbiamo una lavorazione trasversale, capace di soddisfare le esigenze di diversi settori e che può essere svolta in diversi modi. Uno dei più importanti su cui porre l’attenzione è quello della rettifica tangenziale, ovvero la procedura che permette di rendere piana una superficie. Per questo motivo la rettifica tangenziale è nota anche con il nome di rettifica per piani.
L’importanza della rettifica
Per comprendere la particolarità e l’importanza della rettifica tangenziale è fondamentale riassumere in cosa consiste il processo di rettifica. Il significato del termine, che indica la capacità di questa operazione di rendere rettilineo eliminando curve e pendenze qualsiasi superficie, ci aiuta a comprendere meglio di cosa si tratta. Fondamentalmente la rettifica di un componente metallico è l’operazione che permette di eliminare qualsiasi tipo di materiale, anche e soprattutto quello più impercettibile, dalle superfici dei vari pezzi.
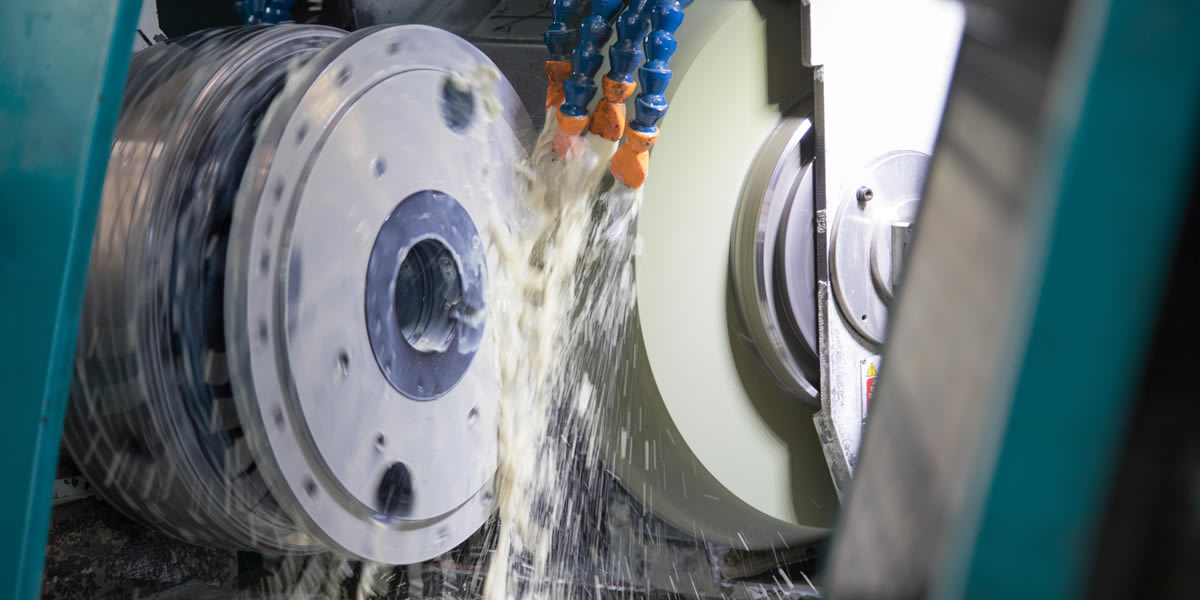
Questa lavorazione avviene tramite un particolare macchinario (detto rettificatrice tangenziale) che è dotato di una mola che svolge un processo di abrasione finalizzato proprio a rimuovere ogni tipo di impurità. La rettifica tangenziale o per piani avviene con un’apposita rettificatrice. Un macchinario la cui mola ha una grana più o meno fine (in base alle diverse esigenze) e che, grazie anche alla velocità di rotazione, riesce a trasformare le superfici di qualsiasi componente grezzo.
Come si può intuire parliamo di un lavoro che richiede una precisione massima, senza la quale non è possibile ottenere una finitura sempre impeccabile e funzionale agli impieghi di quello specifico componente.
Il ruolo delle rettificatrici
Sono due gli elementi che determinano il successo di una rettifica: il macchinario utilizzato e la competenza dell’operatore nell’impostarla correttamente. Per quel che riguarda le rettificatrici parliamo di macchinari composti da un mandrino (il sostegno per l’utensile) e una mola. I mandrini delle rettificatrici tangenziali, a differenza per esempio a quelli delle fresatrici, devono avere una rotazione estremamente precisa per realizzare un piano sempre perfetto. È determinante anche che le rettificatrici non siano soggetti a vibrazioni eccessive, in quanto parliamo di una lavorazione di estrema precisione. Il movimento del mandrino è perpendicolare all’asse di lavoro (e quindi al pezzo) che invece si muova lungo gli assi y e Z in modo da creare piani uniformi e precisi.
Le diverse tipologie di rettifica
Esistono diverse tipologie di rettifica in base alla direzione in cui si muove la mola per spianare la superficie del pezzo, in base al tipo di finitura che si desidera ottenere e, ancora, in base al macchinario utilizzata. La cosiddetta rettifica a piano, che utilizza una rettificatrice tangenziale, è quella nella quale la mola ha l’asse di rotazione perpendicolare al movimento della superficie di lavoro. A differenza di altre tipologie di rettifica, quella tangenziale, ha la capacità di ottenere una perfetta uniformità delle superfici (planarità) e una rugosità minima. Quest’ultima è la proprietà di un corpo meccanico di avere microimperfezioni geometriche sulla sua superficie che possono derivare da processi meccanici o da precedenti fasi di lavorazione.
La particolarità di una rettificatrice tangenziale è anche quella di avere la mola in due posizioni diverse rispetto al componente che si sta lavorando. Il primo è un contatto tangente, appunto, tra la mola stessa e la superficie di lavoro; il secondo è un contatto frontale tra la mola e il piano di lavoro. in questo modo l’asportazione del materiale in eccesso e di qualsiasi tipo di residuo avviene in maniera perfetta secondo le esigenze, in modo da ottenere una superficie del componente metallico con una finitura adeguata al suo impiego.
La prima fase di lavorazione
La rettifica tangenziale è una lavorazione primaria e propedeutica ad altre lavorazioni. Le rettificatrici tangenziali possono operare su componenti di diversi materiali (acciaio, ferro, alluminio, bronzo, ghisa, eccetera). inoltre è possibile applicare sia una diversa grana alla mola che una maggiore o minore velocità di rotazione. Questi settaggi consentono alla rettificatrice tangenziale di realizzare un piano perfetto e privo di alcun tipo di imperfezione.
In quali settori si utilizza la rettifica tangenziale
La rettifica tangenziale è una lavorazione fondamentale per tantissimi settori, ovvero tutti quelli nei quali è necessario avere componenti meccanici con superficie perfettamente liscia. Questa planarità massima e rugosità minima delle superfici dei componenti meccanici quali flange, testate motore, moduli quadri, piastre, stampe, eccetera, è imprescindibile sia dal punto di vista estetico che soprattutto tecnico. La presenza di imperfezioni, per quanto minime, può vanificare il lavoro. compromettendo il funzionamento della macchina (sia essa un’automobile, un elettrodomestico, un utensile da lavoro, eccetera) nel quale quel componente è inserito. Per questo è necessario che la rettifica tangenziale venga eseguita con la massima attenzione da personale qualificato.
Rettifica tangenziale: un lavoro di altissima precisione
Come abbiamo avuto modo di apprezzare la rettifica tangenziale è un lavoro di altissima precisione. MAFRAM, che opera da venticinque anni nel settore della meccanica di precisione, si avvale di rettificatrici tangenziali di ultima generazione e di un personale qualificato nel loro utilizzo e controllo. Nonostante il lavoro venga svolto automaticamente dalla macchina è necessario che questa venga impostata in maniera corretta per eseguire un lavoro qualitativamente elevato. È inoltre necessario ricordare come in molti casi la rettifica sia un’operazione estremamente delicata e complessa perché non sempre c’è troppo materiale in eccesso sul quale lavorare.
La rettifica tangenziale è un lavoro di fino che richiede enorme abilità e conoscenza delle dinamiche di funzionamento sia del macchinario che dell’impiego finale del componente sul quale si sta lavorando.

